h7公差照表 h7公差对照表内容是什么
大家好,关于h7公差照表很多朋友都还不太明白,今天小编就来为大家分享关于h7公差对照表内容是什么的知识,希望对各位有所帮助!
本文目录
h7的圆孔和h9的圆孔公差有什么区别
按照国家标准的规定,孔的公差等级用大写字母表示,应该是公差等级为H7的圆孔和H9的圆孔。
如果公称尺寸相同公差等级字母相同,数字越小精度越高(公差数值越小);
如果公称尺寸相同公差等级为H7的圆孔的精度比H9的精度高,相应公差数值小;
可以查找国家标准GB/T 1800.2-2009《产品几何技术规范(GPS)极限与配合第2部分:标准公差等级和孔、轴极限偏差表》中,就可以清楚了。
铰刀的H7公差是多少
h7的精度高,h7的精度是,上限+0.015,下限是0[加工误差必须介于+0.015和0之间]。
铰刀的型号有很多,每一种铰刀的精度也不一样,常用到的铰刀型号有h7和h8,它们的区别又是怎样的呢?
其实h7和h8的铰刀精度都是很高的,但是它们的主要差别在于基孔系统加工精度在公差配合上的差异,这边诺诺以内径10毫米的孔为例,来给大家说说。
H7的精度上限是+0.015,下限是0[加工误差必须介于+0.015和0之间]。
H8的精度上限是+0.022,下限是0[加工误差必须介于+0.022和0之间]。
由以上的这个案例大家也能看出来H7的铰刀精度是大于H8的铰刀精度的。
1、铰削时,铰刀不可在孔中倒转,以免切削刃损坏或磨钝。
2、机铰时要在铰刀退出孔后再停车,以免孔壁产生拉痕。铰通孔时铰刀校准部分不能全出孔口,以免损伤出口处并使铰刀难于退出。
3、铰孔的尺寸精度,受铰刀尺寸和表面粗糙度、铰刀在机床上的装夹方式、工件材料性质和切削液性能等多种因素影响,所以在批量铰孔前,应先试铰,以免工件大量报废。
4、铰刀用毕,要刷净容屑槽中切屑,然后涂油装入护套内,以防切削刃碰伤。
h7和H7具体公差是多少
公差等级h7和H7,需要查出具体公差数值,必须先给定或(查出)公称尺寸。
然后按照国家标准GB/T 1800.2-2009《产品几何技术规范(GPS)极限与配合第2部分:标准公差等级和孔、轴极限偏差表》,查得即可。
D3H7的公差是多少
应该明确相应的公称尺寸在确定公差等级为D3或H7,然后在GB/T 1800.2-2009《产品几何技术规范(GPS)极限与配合第2部分:标准公差等级和孔、轴极限偏差表》即可查的相应的公差值。
h7公差对照表内容是什么
内容如下:
H7是代表7级基准孔的公差等级和基本偏差代号。
"H"表示基孔制配合,国家标准规定基准孔的下偏差为0,"H"为基准孔的基本偏差。"h"表示基轴制配合,基准轴的上偏差为0,"h"为基轴制的基本偏差。
H8它是8级基准轴的公差等级与基本偏差代号。
扩展资料:
选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。
对配合尺寸选取适当的公差等级是极为重要的。因为在很多情况下,它将决定配合零件的工作性能、使用寿命及可靠性,同时又决定零件的制造成本和生产效率。
内孔H的公差表及查法
内孔H的查法:
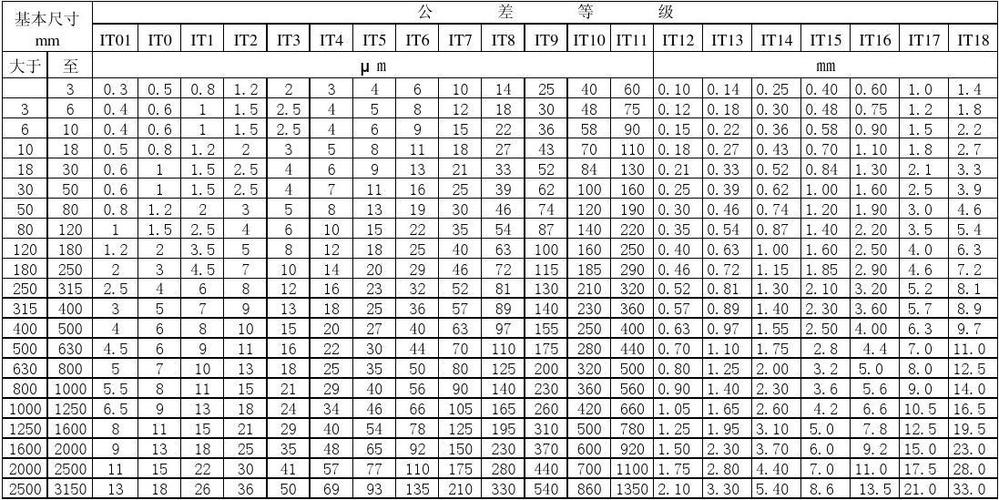
对于孔的基本偏差为H级,那么它的下偏差永远是0,它的上偏差就要按照标准公差的等级(用IT表示)查标准公差表了。
可以从以下的表中查得标准公差及基本偏差数值,从而计算出上、下偏差数值及极限尺寸。
上偏差为最大极限尺寸减其基本尺寸所得的代数差(孔用ES表示,轴用es表示)。
下偏差为最小极限尺寸减其基本尺寸所得的代数差(孔用EI表示,轴用ei表示)。
计算公式为:ES=EI+IT或EI=ES-IT;ei=es-IT或es=ei+IT。
如果是基准孔的情况,如Φ50H7,
因为其下偏差EI为0,根据公式ES=EI+IT,从表14-5中查得IT=25μm,即得ES=0.025。
扩展资料:
内孔的代号是H的时候,说明采用了基孔制:
各种配合是由孔,轴公差带之间的关系决定的,而公差带的大小和位置又分别由标准公差和基本偏差所决定。
基孔制的选择
一般应优先选用基孔制。
设计时,为了减少定制刀具、量具的规格和种类,便于生产,提高经济性,应优先采用基孔制。
参考资料来源:百度百科-公差带
好了,文章到此结束,希望可以帮助到大家。
与本文知识相关的文章:



